
联臻光电材料
lianzhen Photoelectric material
十年只做一条管
专注于塑胶型材、塑胶管、灯罩挤出
lianzhen Photoelectric material
专注于塑胶型材、塑胶管、灯罩挤出
塑胶型材挤出成型加工中,加热与冷却是挤出过程得以进行的必要条件。如前所述,塑料在挤出过程中得到的热量来源于两个方面:一个是机筒外部加热器供给的热量;另一个是塑料与机筒内壁、塑料与螺杆以及塑料之间相对运动所产生的摩擦剪切热。前者热量由加热器的电能转化而来.后者热量由电动机供给螺杆的机械能转化而来。这两部分热量所占比例的大小与螺杆、机筒的结构形式、工艺条件、物料的性质等有关,也与挤出过程阶段(启动阶段、稳定运转阶段)有关。此外,这两部分热量所占比例在挤出过程的不同区段也是不同的。如对普通三段式螺杆挤出机来说,在加料段,由于螺槽较深,物料尚未压实,摩擦热是很少的,热量多来自于加热器;而在均化段,物料已熔融,温度较高,螺槽较浅,摩擦产生的
塑胶型材 热量较多,有时非但不需要加热器供热,还需要冷却器进行冷却; 在熔融段,物料受热是上述两种情况的过渡状态,也就是摩擦剪切产生的热量比加料段多,而比均化段少,摩擦剪切产生热量的速率 会随物料的向前移动而渐渐增快,这叮说明为什么挤出机的加热冷 却系统是分段设置的。 
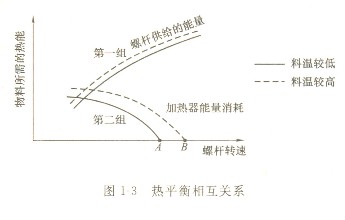
从能量的观点来分析,挤出过程中有一个热平衡问题,加热器 供给的热能量和剪切摩擦能量是相互联系的,只要改变一种能量的供给速率,对另一种能量的需要就会发牛变化。这是因为物料的温 度升高时,黏度就降低,它对螺杆的阻力就减小,剪切摩擦热也小,即消耗电动机所供给螺杆的机械功就小;相反,荇剪切摩擦强烈时,即螺杆所供给物料的机械能量愈大,则物料从加热器所获取的能量就愈小。它们的相互关系如图卜3所示。从矧中叮看出,当螺杆达到一定转数时,物料所需要的热能将完全从螺杆转动的机械能获得,而不需要外部加热,这就是所谓“自热挤出”。图1-3中第二组曲线与横坐标的交点A和B就是自热点。
塑胶型材从以上分析可知,总热量包括加热器供给的热H·和冈摩擦剪切而产生的摩擦热H2,部分用于使塑料产生物态的变化所需要的 热量H3,另一部分是损失掉的H4。损失的这部分包括机筒机头和周围介质的热交换、冷却介质带走的热量以及加热元件本身的热损失和制品带走的热量。

服务热线
QQ咨询
手机网站




